

Design and implementation of magnet probe for inline detector of oil and gas multi-diameter pipeline
-
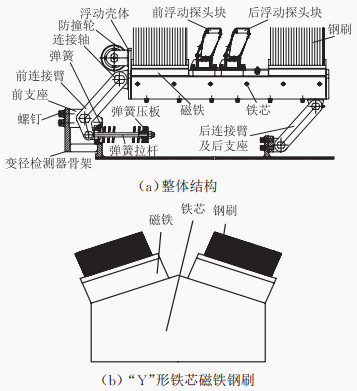
摘要: 常规的管道漏磁检测器无法满足长输变径管道的检测需求,故研制了一种可变径检测器的磁铁探头机械结构。新设计的磁铁探头机械结构采用浮动分块形式,通过在40~48 in(1 in=2.54 cm)可变径检测器一前一后交错布置探头,实现了整体磁路结构优化。通过磁化能力测试、机械性能测试及整机牵拉测试一系列试验表明:该机械结构具有足够的磁化强度,在变径管道中探头紧贴管内壁而不发生干涉,能够实现探头的全覆盖,并适应变径管道的通过能力要求。合理的浮动磁铁探头机械结构是油气变径管道腐蚀检测成功的前提,研究成果可为推动中国变径管道漏磁检测系列化技术的发展提供参考。Abstract: For the conventional magnetic flux leakage detector could not meet the requirements for inspection of long-distance oil and gas multi-diameter pipelines, a mechanical structure of magnet probe of multi-diameter detector was developed. The new structure is in the form of floating blocks, and the overall magnetic circuit structure is optimized by arranging probes in a staggered way in the 40-48 in (1 in = 2.54 cm) multi-diameter detector. As shown in the results of the magnetizing test, the mechanical test and the overall traction test, the mechanical structure has sufficient magnetization, and the probe is tightly close to the inner wall of the multi-diameter pipeline without any interference, capable of realizing the full coverage of the probe and adapting to the requirements of through capability of the multi-diameter pipeline. Generally, the reasonable mechanical structure of the floating magnet probe is the precondition for the successful corrosion inspection of oil and gas multi-diameter pipelines, and the research results will provide reference for promoting the development of the magnetic flux leakage inspection series technologies for the multi-diameter pipelines in China.
-
Keywords:
- multi-diameter pipeline /
- floating magnet /
- floating probe /
- pipeline inspection /
- full coverage /
- through capacity
-
我国盛产多蜡原油和重质原油。多蜡原油凝点很高, 如大庆原油蜡含量为26%, 凝点为32℃; 重质原油的粘度极大, 如辽河高升原油相对密度为0.95, 50℃时粘度高达2 000 mPa·s以上。这两种原油目前大多采用加热输送。
随着油田老化和原油产量逐渐降低, 原油管道正在面临低输量安全运行问题的困扰。热油管道输量低于设计输量时, 不仅增加输油成本, 而且随着输量的减少还可能会出现运行不稳定甚至凝管的危险[1]。国内原油管道尤其是东部地区的原油管道, 大多处于低输量或超低输量状态, 如何保证输油管道经济、平稳和安全运行, 是亟待解决的重要课题。
一. 低输量运行的不稳定性
当管道在常温输送时, 油温及粘度与输量无关, 管道工作特性曲线是一条近似的抛物线, (见图 1), 摩阻随输量的减小而单调下降, 不存在无法输送的困难。
对于加热输油管道, 原油温度和摩阻不仅会随输量的减少而降低, 而且还会因其它因素(如粘度、当量管径等)的影响而上升。若其它因素的影响大于输量的影响, 则管道工作特性曲线就会出现拐点(A)(见图 2)。当输量小于临界安全输量(QA)后, 管道运行出现不稳定, 即随着输量的减少, 摩阻不仅不降低反而增大, 形成输量越少摩阻越大的恶性循环, 并可能导致管道的发生凝管事故。
二. 低输量运行不稳定因素
由上述分析可知, 产生运行不稳定的因素很多, 甚至某些因素在输量减少时使摩阻急剧增大并超过了输量减少对摩阻的影响, 这些因素的影响程度与加热站间热力条件和水力条件有关。
在两座加热站间, 油温沿管道逐渐降低, 降温规律由苏霍夫公式[2]描述。

(1) 式中 TL、T0、TR——距出站口L处油温、地温及出站端油温;
K——总传热系数;
D——管道外径;
L——距加热站出口的距离;
Q——原油体积流量;
ρ——原油密度;
C——原油比热容。
在加热站出口附近, 油温高、粘度低, 油流通常处于紊流光滑区。随着油温降低及粘度增大, 雷诺数减小, 当油温降低(或粘度增大)到流态转换温度(或粘度)时, 紊流转变成层流。输量越小, 原油流动越慢, 油温下降越快, 层流管段越长(见图 3)。
热油管道全线摩阻等于所有站间摩阻之和, 而站间摩阻一般由紊流段摩阻和层流段摩阻组成(见式(2))。

(2) 式中h——加热站间管道的摩阻压降;
d——管道内径;
ν1、ν2——紊流段、层流段中原油的平均运动粘度;
L1、L2——紊流段、层流段的管段长度。
由式(1)、式(2)、图 3及原油粘温特性可知, 在高输量(Q > Q2)时, 油温较高、粘度较低, 而且油流处于紊流光滑区, 摩阻仅与粘度的0.25次方成比例, 粘度变化对摩阻的影响较小, 摩阻随输量的减小而单调下降。在低输量(Q < Q2)时, 以下三种因素可使摩阻快速增加。
(1) 随着输量的减少, 层流管段增长。层流时, 摩阻与Q、ν成比例; 而在紊流光滑区, 摩阻与Q1.75、ν0.25成比例。与紊流相比, 层流时的粘度对摩阻的影响增大, 而输量对摩阻的影响减小。
(2) 随着输量的减少, 油温降低。当油温低于原油反常点时, 原油由牛顿流型转变为非牛顿流型, 表观粘度随输量减小而急剧增大。
(3) 随着输量的减少, 管壁剪切速率变小, 流速对粘壁油层的剪切冲刷作用相对减弱, 更多的稠油粘附在管壁上, 使当量管径减小。层流时摩阻与当量管径的四次方成反比。
当输量低于临界安全输量后, 这三种因素对摩阻的影响大于对输量的影响, 摩阻不再随输量的减少而下降, 反而开始上升。
当原油凝点明显高于地温时, 热油管道的工作特性曲线必然会出现临界安全输量QA, 当Q < QA时, 摩阻随输量减少一直增加, 直至停止流动, 如图 2中曲线h1所示。当输量Q≤QA时, 油温已接近地温, 且油温基本上不再随输量的减少而降低, 若此时原油还能流动, 则摩阻达到某一极值后会随输量的减少而降低, 如图 2中曲线h2所示。
三. 临界安全输量的判断
临界安全输量是热油管道能否安全运行的分界点, 为保障管道正常运行, 就必须保证输量大于临界安全输量。如果能够预先确定临界安全输量, 那么, 安全运行操作就非常方便。
首先, 临界安全输量与许多因素有关, 很难从理论上精确计算, 只能通过实践观察估计。从图 2中的热油管道工作特性曲线可以看出, 从稳定工作区到非稳定工作区是个渐变过程, 可以认为, 临界安全输量不是某一特定输量, 而是一个摩阻基本不随输量变化的输量范围; 其次, 同一条热油管道的临界安全输量并不是固定的, 而是随输油条件的改变而变化。影响临界安全输量的因素有出站油温、地温、总传热系数、管壁结蜡厚度、原油物性及流变性等, 一旦这些因素变化, 临界安全输量就会改变, 在输量明显低于设计输量的情况下, 应注意泵压随输量的变化情况, 避免因运行不稳定带来的风险。
通过上述分析可以认为, 当泵压不再随输量的减少而下降时, 输量就达到了临界安全输量。
四. 降低临界安全输量的方法
热油管道的临界安全输量越低, 管道的稳定工作区间越宽, 因此, 降低临界安全输量是保证低输量安全运行的根本方法。
在选择降低临界安全输量的具体方法时首先应考虑每条管道的自身特点, 所输原油物性及自然环境也不尽相同, 应选择适合自身条件的方法; 其次应考虑经济效益, 优先选用那些成本较低的方法。
降低临界安全输量的方法可分两大类, 一类是保持热输工艺不变, 只是改变输油参数或输油条件; 另一类是改造输油系统、改变原油结构或流动形态, 采用其它输油工艺取代热输工艺, 实现常温输送, 达到停输自由, 即临界安全输量趋近于零。
1 增热升温
通过增加供热, 提高油温, 达到降低临界安全输量的目的。
设输量Q=QA时的油温为TA, 则由式(1)可知, 提高出站油温TR后, Q=QA时的油温不再是TA而是高于TA。若要使油温降到TA, 则必须减少输量, 即提高出站油温后临界安全输量降低。
反输是提高油温降低临界安全输量的较为有效的方法。所谓反输就是在下一加热站将一部分原油加热后反向上一加热站输送, 主要是为了提高后半段管道的原油温度。与提高出站油温方法相比, 一方面前半段管道油温较低, 与地温相差较小, 向周围介质散热较少; 另一方面管道后半段的油温较高, 原油粘度急剧减小。因此, 在增加热量相同的条件下, 反输方法的临界安全输量将会更低。
增热升温法可以降低任何热油管道临界安全输量, 但是因其热耗太大, 故而只适用于紧急情况下或其它方法无效时临时采用。此外, 多蜡原油流变性与其经历的热历史有关, 应注意提高油温后其流变性是否会恶化。
2 伴热保温
在对原油管道供热不变的情况下, 通过减少热油散热同样可以达到提高管道油温、降低临界安全输量的目的。在有工业企业余热可利用或电能比较便宜的地方, 可紧靠管壁平行铺设伴热管, 通入热水或热气。也可在原油管道上缠绕电热带或电缆, 接通电源, 利用热能或电能提高管道周围的介质温度(相当于提高了地温)。若伴热温度高于油温, 实际上是如可利用管道周边的电能和工业企业生产余热来对管道进行伴热, 以提高管道周围的介质温度(地温)起到沿线加热原油的效果, 是增热升温的又一方法。
从式(1)也可以看出, 令Q=QA时油温为TA, 减小总传热系数K或提高地温T0都可使Q=QA时的油温高于TA, 即油温降到TA时的临界安全输量低于目前的临界安全输量。
管道油温低于析蜡点后, 管壁上会逐渐形成结蜡层, 减小了当量通径。由式(2)可知, 在油流处于层流或紊流光滑区时, 摩阻分别与管径的4次方或4.75次方成反比, 结蜡层增加了摩阻, 这也是输油管道定期清管的主要原因。但从另一角度分析, 蜡层的导热性能较差, 可以有效减小总传热系数K。表 1是中洛复线总传热系数K与等效结蜡厚度的实测结果, 总传热系数K随结蜡层厚度的增加而明显减小。当蜡层达到20 mm以上时, 相当于一个天然保温层。
表 1 中洛复线总传热系数随等效结蜡厚度的变化
一方面管道蜡层的保温效果会导致临界安全输量下降; 另一方面, 蜡层的增阻作用又使临界安全输量上升。这两种相反效应的影响程度在不同情况下是不同的, 例如在高输量时油温较高, 粘度和粘温指数都较小, 且流态多处于紊流状态, 此时蜡层的主要影响是增加了摩阻, 应该定期清蜡; 但在低输量时, 大部分管段油温很低, 油温稍有升高就会使表观粘度急速减小, 且油流处于层流状态, 因此, 蜡层的保温效果可以明显减小摩阻。蜡层的增阻效应与管径和蜡层厚度的差值有关, 因此, 同样厚度的蜡层对小口径管道摩阻的影响远大于对大口径管道摩阻的影响。设蜡层厚度为5 mm, 且油流处于层流状态, 则蜡层会使小口径管道(管径为100 mm)的摩阻增加22.8%, 却使大口径管道(管径700 mm)的摩阻增加2.90%, 因此, 对于大口径低输量热油管道, 蜡层可能会有利于临界安全输量的降低。例如管径为530 mm的任京管道曾长期不清蜡, 利用较厚蜡层的保温效果实现了超低输量的安全运行。
3 稀释改性
增热升温或伴热保温方法并没有改善原油的低温流变性, 只是提高油温, 降低了临界安全输量。稀释改性方法是将稀油(石油产品或低粘原油)掺入到原油管道中, 虽然未改善待输原油的低温流变性[3], 但却改善了待输原油沿管道输送时的流变性, 可使待输原油的临界安全输量下降或实现常温输送。该方法对于多蜡高凝原油或重质高粘原油都有效, 在俄罗斯、美国、加拿大及国内都有应用。
采用稀释改性工艺时, 应注意以下几个问题。
(1) 稀释的前提是首站附近要有足够的稀油源, 并且掺混后不能影响原油的经济利用价值。
(2) 应用于层流状态下, 因为层流状态下的摩阻与粘度的一次方成比例, 稀释降粘的减阻效果显著。
(3) 稀油越稀, 则稀油掺入量相同时的降粘率越大。辽河油田稠油在室温时粘度为8 778 mm2/s, 掺入30%的粘度分别为19.7 mm2/s和1.8 mm2/s的稀油后, 原油粘度分别降到663 mm2/s和50 mm2/s, 降粘率分别为92.4%和99.4%。
(4) 条件不同其最佳掺入比也不同。原油中掺入稀油后可使原油粘度降低, 摩阻减小, 同时输量增大, 又使摩阻升高。随着稀油掺入比的增加, 粘度先是急速下降而后平缓下移, 最后基本不变, 但与输量变化趋势相反。因此, 摩阻随稀油掺入量的增加而快速下降, 达到最小值后再上升。其中与最小值相对应的掺入比即为最佳掺入比。
(5) 在考虑稀释输送成本时, 还应包括混合原油的动力消耗、稀油开采以及输送费用。在加热输送时, 还应研究热力消耗的变化。
此外, 若几个相邻油田原油的物性不同但流向相同, 则应先混合后再输送。依据地温的变化调节稀油掺入比, 实现低温或常温输送。库鄯输油管道实现常温输送的原油就是物性差异较大的几种原油的混合油。
4 改性处理
所谓改性处理, 就是利用物理化学的方法改变原油中蜡晶的结构, 从而改善待输原油的低温流变性[4, 5]。改性处理包括热处理、化学剂处理、振动处理、磁处理及压力处理等方法。目前应用最多的是热处理和降凝剂处理。
热处理是将原油加热到一定温度, 使石蜡完全溶解后再降到管输油温。若以最佳降温速率静态冷却到管输油温后再输送(称之为完全热处理), 如印度的纳霍卡蒂雅原油经完备热处理实现了常温输送。通常热处理又分为完备热处理和简易热处理两种。若原油在管道中边流动边自然降温, 则称为简易热处理, 如国内所有的热处理试验与应用都是简易热处理。此外, 如果在加热前注入一定量的降凝剂, 则称为降凝剂处理。
通常热处理或降凝剂处理的温度较高, 约在55~85℃范围内, 但出站油温受到原油初馏点和防腐材料的限制而不能太高, 一般在50℃以下。为解决温差矛盾和减少热耗, 可采取两种措施: 一种是在首站进行热交换, 将改性热原油降温, 使未改性冷原油升温; 另一种是越站运行。原油改性后, 低温流变性明显改善, 通常凝点可降低15℃以上, 在改性原油凝点以上10℃的范围内, 管壁剪切时的表观粘度可降低95%左右, 这样不仅可降低泵压, 而且还能够降低进站油温。适当调节热力参数和水力参数, 就可以实现压力越站和热力越站。
热处理原油改性的机理是, 在降温过程中石蜡重结晶成团状树枝形大块蜡晶, 不仅自身结构强度低, 而且晶体相距较远, 不易交联成能够包围住稀油的网络[6]。在加入降凝剂后, 降凝剂分子吸附在蜡晶表面, 使蜡晶更不容易聚集交联, 其原油改性效果更加稳定。马惠宁原油管道实际输量不到设计输量的一半, 采用热处理输油工艺后, 每年可实现8个月的常温输送。后来又进行了降凝剂处理, 实现了全年常温输送。
依据原油改性机理可知, 热处理与降凝剂处理只对多蜡原油有效, 对重质高粘原油无效。析出蜡晶和形成良好的晶体结构主要是在析蜡高峰温度区内发生的, 因此为防止原油改性效果恶化, 在此温度范围内应避免油温回升, 尽量减少任何形式的剪切(尤其是高速剪切)。另外, 因重复加热或其它原因造成的油温回升, 若在高于析蜡点或者低于析蜡高峰温度区中, 对改性效果影响不大; 当油温低于析蜡高峰温度区时, 大部分石蜡已析出并逐渐交联成网络, 因此, 低温剪切不仅不影响改性效果, 反而有利于原油流动性的改善。
热处理或降凝剂处理并非对所有多蜡原油都有理想的改性效果, 例如热处理要求原油中胶质与正构烷烃比在0.6~3.0的范围内。原油添加降凝剂后是否有明显的改性效果, 不仅要筛选降凝剂类型, 而且还要优化处理条件。
过去曾经认为, 最佳降凝剂处理温度就等于最佳热处理温度, 后来发现, 由于降凝剂分子的作用, 有可能使原油的降凝剂处理温度大大低于最佳热处理温度。马惠宁原油管道的最佳热处理温度和最佳降凝剂处理温度都是85℃, 库鄯输油管道原油的最佳热处理温度为80℃, 而降凝剂处理时油温等于或大于55℃的改性效果是一样的。显然库鄯输油管道原油最佳降凝剂处理温度应该是55℃, 比最佳热处理温度低25℃。
5 改质处理
原油改质是利用炼油工业的一些成熟技术, 使原油脱去一部分致粘致凝的高分子物质(如石蜡、胶质、沥青等)或发生轻度裂化, 提高原油中稀烃的相对含量, 使原油的化学成分发生变化, 从根本上改善了原油的流动性[7]。因此, 改质原油的改性效果非常稳定, 受原油经历的热历史和剪切历史的影响很小, 是降低临界安全输量或实现常温输送较为理想的方法。
轻度裂化的方法很多, 加拿大开发出一种加氢改质法, 在携氢剂存在的条件下进行裂解。当温度为410~460℃、压力为3.45~5.52 MPa时, 可使渣油的70%转化为轻馏分而不生焦。中国石油天然气管道分公司科技研究中心对分子筛非临氢浅度裂化原油改质技术进行了研究, 可在常压和无氢气存在的条件下, 只需加热到330~350℃就可使大分子石蜡裂化成小分子烃类, 从而减少了石蜡含量, 增加了轻烃组分。并先后对大庆、中原、南阳、胜利和鄯善原油进行了改质研究, 降低凝点20℃以上, 粘度下降90%左右, 300℃前轻质馏分约增加10%, 目前已具备放大试验或工业试验的技术条件。
脱蜡的方法有溶剂法、沉降法、离心法、滤除法及尿素法等, 脱去胶质和沥青的方法有化学法、吸附法、热催化法及溶剂法等。美国埃索尼公司对含蜡7%、凝点12.7℃的利比亚原油进行离心脱蜡试验, 含蜡量降至6.5%, 仅降低0.5%, 凝点从12.7℃下降到1.6℃。
虽然原油改质是改善原油流变性的根本方法, 前景非常诱人, 但在规模上、经济上及技术上尚不能满足实际生产的需要, 有待于进一步研究。
6 伴水减阻
伴水减阻就是往管道中注水, 不改变原油组成、物性及流变性, 只改变原油在管道中的存在形式和流动方式, 将原油彼此之间及其与管壁之间的摩擦转变成水与水之间以及水与管壁之间的摩擦, 不论原油粘度有多大, 凝点有多高, 流动摩擦阻力却异常小, 接近纯水流动的摩擦阻力。只要沿线地温高于0℃就可以实现常温输送, 不仅省去加热炉和避免热能消耗, 而且动力消耗也大幅度降低[8]。
伴水减阻的节能效果是非常明显的, 但是由于水不是需要输送的物质, 只是起载体作用, 且掺水量通常高达10%~50%, 因此实现伴水减阻的前提首先是在首站应有大量水源, 其次是在末站解决油水分离和污水处理问题, 包括建立污水处理厂或建设重复利用污水的返回管道, 最后是在输送过程中应保证油、水形态的稳定。
伴水减阻输送主要包括水环、水悬浮及乳化三种输油工艺。
水环输送是采用专门设备在管道中心形成油柱, 而在油柱与管壁之间充满水, 原油沿水表面滑动, 摩阻很小。当纯水流动处于紊流状态时, 油柱的存在避免了管道中心紊流湍动的能量消耗, 有可能使水环输油的摩阻小于输量相同时纯水流动的摩阻。中国石油天然气管道分公司科技研究中心在水环输送高粘原油试验研究中曾观测到, 当雷诺数Re > 4 000时, 同心水环输油摩阻只有纯水流动摩阻的80%左右。在掺水率8%~35%的范围内可以形成稳定的水环, 掺水率为10%时输油能耗最低。水环输油的不稳定性主要表现在三个方面, 一是油、水密度不同引起油柱偏心上浮; 二是油、水界面摩擦产生乳化混合; 三是过泵后水环被高速剪切破坏。因此, 该技术仅适于在相对密度接近1的高粘原油短距离管道输送, 若有中间泵站则需要重新成环, 采用粘弹性水溶液有利于水环稳定。美国在一条长39 km、管径为152 mm的管道上实现了重油水环输送, 掺水率为20%~30%。
水悬浮输送是将高凝多蜡原油注入到温度比原油凝点低得多的水中, 在一定条件下混合, 凝成大小不同的冻油颗粒, 形成固态油颗粒为分散相, 水为连续相的悬浮液。由于油颗粒在管壁侧受到大的剪切作用并向管道中心漂移, 形成一层薄薄的水环。悬浮液的不稳定性主要表现在两个方面, 首先, 高凝原油相对密度为0.8~0.9, 远低于重油, 比水环油柱上浮更严重, 因此需保持一定流速; 其次高速剪切容易使悬浮液反相, 转化成粘度极高的油包水型。水温与原油凝点越接近, 这种不稳定性越大。印尼的丹戌至巴厘巴板原油管道长240 km, 在气温为25~35℃时, 成功地采用了悬浮液输送(含蜡量为33%、凝点为40.6℃)多蜡高凝原油。
乳化输送与悬浮输送的分散相都是原油, 但在乳化输送时体积不是大小不同的油颗粒, 而是非常微小的油滴。悬浮液适于输送多蜡高凝原油, 而乳化只液宜于输送重质高粘原油。降低浮化液粘度除与连续相(水)的粘度有关外, 还与油粘、掺水率、油滴的大小、浓度及分布等因素有关。如委内瑞拉的波斯坎原油管道, 21.1℃时粘度为80 000 mPa·s, 掺水30%后乳化液粘度只有50 mPa·s。与水悬浮相比, 稳定乳化液的形成及破乳脱水都比较困难。
五. 低输量热油管道实际运行中应注意的问题
为保证输油安全, 低输量热油管道在实际运行中应注意以下问题。
(1) 管道输量应明显高于临界安全输量。一方面因为临界安全输量是个条件性物理量, 由许多因素决定, 一旦某一条件发生变化, 临界安全输量就可能有较大变化。另一方面临界安全输量不是精确的某一固定值, 而是摩阻基本不随输量变化的输量范围[9, 10]。因此, 应注意泵压随输量的变化情况。
(2) 管道不能在定压方式下运行。泵压要有一定的富余量, 一旦发生不稳定, 应马上提高泵压, 增加输量, 脱离不稳定运行区。
(3) 进站油温不能由凝点决定。实际上原油沿管道流动时的摩擦阻力及启动时的启动压力与凝点并无直接关系, 摩阻取决于原油的表观粘度, 启动压力取决于原油初始剪切应力、平衡剪切应力及原油触变性。虽然各种原油在凝点时的屈服值或初始剪切应力不是相差很大, 但表观粘度、平衡剪切应力和触变性可能有很大差别, 且摩阻及启动压力也可能差别很大。对于低熔点蜡含量较高, 而胶质、沥青及高熔点蜡含量较低的原油, 其凝点时的表观粘度、平衡剪切应力就会很小, 进站油温就可以低一些。
对低输量热油管道采取某些措施后, 只要未实现常温输送, 也就说明热油管道低输量运行还存在不稳定性。因此, 在实际运行时应注意由此而带来的风险。
-
[1] 胡铁华, 郭静波. 油气管道内检测新技术与装备的开发及应用[J]. 天然气工业, 2019, 39(1): 118-124. https://www.cnki.com.cn/Article/CJFDTOTAL-TRQG201901020.htm HU T H, GUO J B. Development and application of new technologies and equipments for in-line pipeline inspection[J]. Natural Gas Industry, 2019, 39(1): 118-124. https://www.cnki.com.cn/Article/CJFDTOTAL-TRQG201901020.htm
[2] 吴志平, 玄文博, 戴联双, 李妍, 常景龙, 王富祥. 管道内检测技术与管理的发展现状及提升策略[J]. 油气储运, 2020, 39(11): 1219-1227. https://www.cnki.com.cn/Article/CJFDTOTAL-YQCY202011003.htm WU Z P, XUAN W B, DAI L S, LI Y, CHANG J L, WANG F X. Development status and improvement strategy of in-line inspection technology and management[J]. Oil & Gas Storage and Transportation, 2020, 39(11): 1219-1227. https://www.cnki.com.cn/Article/CJFDTOTAL-YQCY202011003.htm
[3] 洪险峰, 姜晓红, 付桂英, 郑景娜, 肖英杰. 一种新型投产前管道智能测径检测器[J]. 油气储运, 2014, 33(1): 61-64. https://www.cnki.com.cn/Article/CJFDTOTAL-YQCY201401014.htm HONG X F, JIANG X H, FU G Y, ZHENG J N, XIAO Y J. A new smart calibre detector for pre-commissioning pipeline[J]. Oil & Gas Storage and Transportation, 2014, 33(1): 61-64. https://www.cnki.com.cn/Article/CJFDTOTAL-YQCY201401014.htm
[4] 白港生, 徐志, 吴楠勋. 三轴高清晰度漏磁腐蚀检测器的研制[J]. 石油机械, 2014, 42(10): 103-106. https://www.cnki.com.cn/Article/CJFDTOTAL-SYJI201410031.htm BAI G S, XU Z, WU N X. Development of triaxial high definition magnetic flux leakage corrosion detector[J]. China Petroleum Machinery, 2014, 42(10): 103-106. https://www.cnki.com.cn/Article/CJFDTOTAL-SYJI201410031.htm
[5] QUARINI G, AINSLIE E, HERBERT M, DEANS T, ASH D, RHYS D, et al. Investigation and development of an innovative pigging technique for the water-supply industry[J]. Journal of Process Mechanical Engineering, 2010, 224(2): 79-89. doi: 10.1243/09544089JPME312
[6] Rosen. Multi-diameter in-line inspection[EB/OL]. [2018-04-23]. http://221.179.130.209:83/1Q2W3E4R5T6Y7U8I9O0P1Z2X3C4V5B/www.roseninspection.net/NR/rdonlyres/2332E96B-1632-4AD7-A57F-A034D627F5D1/2823/MultiDiameter_SF_E_print_201112.pdf.
[7] MIRSHAMSI M, RAFEEYAN M. Dynamic analysis of pig through two and three dimensional gas pipeline[J]. Journal of Applied Fluid Mechanics, 2015, 8(1): 43-54.
[8] WHITNEY C, QUICK E, BLOUNT M, BAIN A. Multi-diameter inline tool inspects the previously unpiggable[J]. Pipeline & Gas Journal, 2010, 237(8): 46-50.
[9] BOTROS K K, GOLSHAN H. Field validation of a dynamic model for an MFL ILI tool in gas pipelines[C]. Calgary: 2010 8th International Pipeline Conference, 2010: 325-336.
[10] THOMAS B, HUBERT L. Successful corrosion inspection of two multi-diameter pipelines with purpose-built tools[J]. Pipeline & Gas Journal, 2007, 234(8): 36-38.
[11] SOLGHAR A A, DAVOUDIAN M. Analysis of transient PIG motion in natural gas pipeline[J]. Mechanics & Industry, 2013, 13(5): 293-300.
[12] KSRL D. Multi-diameter pigging-factors affecting the design and selection of pigging tools for multi-diameter pipelines[EB/OL]. [2018-04-23]. http://www.ppsa-online.com/papers/08-Aberdeen/2008-02-PE.pdf.
[13] MIRSHAMSI M, RAFEEYAN M. Dynamic analysis and simulation of long pig in gas pipeline[J]. Journal of Natural Gas Science and Engineering, 2015, 23: 294-303.
[14] CHOQUETTE J J, CORNU S, EISEIFY M, KARÉ R. Understanding pipeline strain conditions-case studies between ILI axial and ILI bending measurement technique[C]. Calgary: 2018 12th International Pipeline Conference, 2018: IPC2018-78577.
[15] LAYOUNI M, HAMDI M S, TAHAR S. Detection and sizing of metal-loss defects in oil and gas pipelines using pattern adapted wavelets and machine learning[J]. Applied soft Computing, 2017, 52(3): 247-261.
[16] USAREK Z, WARNKE K. Inspection of gas pipelines using magnetic flux leakage technology[J]. Advances in Materials Science, 2017, 17(3): 37-45.
[17] NARANG R, CHANDRASEKARAN K, GUPTA A. Experimental investigation and simulation of magnetic flux leakage from metal loss defects[J]. Journal of Failure Analysis and Prevention, 2017, 17(3): 595-601.
[18] 徐小云, 颜国正, 丁国清, 颜德田. 管道机器人适应不同管径的三种调节机构的比较[J]. 光学精密工程, 2004, 12(1): 60-65. https://www.cnki.com.cn/Article/CJFDTOTAL-GXJM200401012.htm XU X Y, YAN G Z, DING G Q, YAN D T. Comparative study of three regulating mechanisms for pipeline robot to suit different pipe diameters[J]. Optics and Precision Engineering, 2004, 12(1): 60-65. https://www.cnki.com.cn/Article/CJFDTOTAL-GXJM200401012.htm
[19] 武燕, 王才东, 王新杰, 牛志军. 可变径管道机器人系统的设计与研究[J]. 矿山机械, 2013, 41(4): 124-127. https://www.cnki.com.cn/Article/CJFDTOTAL-KSJX201304038.htm WU Y, WANG C D, WANG X J, NIU Z J. Design and research on variable-diametered pipeline robots[J]. Mining & Processing Equipment, 2013, 41(4): 124-127. https://www.cnki.com.cn/Article/CJFDTOTAL-KSJX201304038.htm
[20] 张士华. 可变径海底石油管道内部检测系统的研制[J]. 中国海洋平台, 2005, 20(1): 35-38. https://www.cnki.com.cn/Article/CJFDTOTAL-ZGHY200501007.htm ZHANG S H. The inner detecting system of seabed oil pipe which varries in diameter[J]. China Offshore Platform, 2005, 20(1): 35-38. https://www.cnki.com.cn/Article/CJFDTOTAL-ZGHY200501007.htm

 下载:
下载:



计量
- 文章访问数:
- HTML全文浏览量: 0
- PDF下载量: