

DC degaussing method of steel pipeline and ANSYS numerical simulation of degaussed H-field
-
摘要: 焊接具有磁性的管道焊口时,焊口剩磁产生的磁场和焊接电弧产生的磁场组成复合磁场,若复合磁场的洛伦兹力大于电磁场的收缩力,焊接电弧带电粒子的运动角度将发生偏转,在宏观上表现为电弧偏吹,即磁偏吹。若电弧的偏转角度大于45°,在焊接过程中将出现严重的磁偏吹现象;反之,磁偏吹现象不明显。利用有限元软件ANSYS对管道、消磁线圈以及外部空气进行实体建模,通过对模型简化和求解,得到消磁磁场的分布情况:磁场以通电螺线管的轴线为对称轴呈对称分布,且线圈中心的磁场强度最弱,距离线圈无限远处的磁场强度为0;沿径向两端管壁的磁场强度最大,无限远处的磁场强度为0,中间区域分布较均匀。最后,对长输管道直流消磁方法进行优化,并介绍了直流消磁方法的两种基本形式。Abstract: Two types of DC degaussing methods for beam of steel pipe are described in the paper. When steel pipe with magnetism is welded, the magnetic field produced by residual magnetism around beam and that by welding arc consist of a composite magnetic field, if the Lorentz force of the composite magnetic field is greater than the contractility of the magnetic field, the movement angle of the charged particles of welding arc will deviate from normal angle, which reflects by arc-blow in macroscopic view. If the arc's deflection angle is greater than 45°, serious arc-blow will occur in welding process, or otherwise, the arc-blow will not be obvious. The authors establish solid model referring to pipeline, degaussing coils and external air with ANSYS software, and obtain the distribution curves of degaussed H-field. The simulation results by simplifying and resolving the model show that the distribution of H-field appears in symmetric axis of charged solenoid, and the strength of H-field is the weakest in the center of coil, and that of H-field at infinite far location from the coil is zero; and that of H-field of pipe wall at two ends is the biggest along the radial direction, and is zero at infinite far location, the H-field distribution in the middle area is relatively even. DC degaussing method is optimized by the authors.
-
在长输管道的建设、维抢修过程中,经常产生剩磁。实施焊接作业时,焊接管口存在的剩磁将导致磁偏吹现象的产生。具有一定电离程度的气体构成焊接电弧,焊接电弧的微观结构由分离且有运动方向的正、负电荷组成,流动电荷产生的电流促使电弧周围产生感应磁场。如果分布均匀的电弧磁场被破坏,局部的洛伦兹力过大,受力不均匀电弧将偏离焊条的轴线方向,与电极轴形成倾斜角度,产生电弧偏吹,即磁偏吹。如果不对磁偏吹加以控制,将对焊接产生严重影响:轻者,电弧的稳定燃烧受到影响,造成焊缝根部未焊透、未融合,此时,必须重新焊接管道;重者,焊接作业将无法正常进行[1],因而影响工程进度和工程质量,恶化管道的物理特性,造成严重的经济损失。
1. 磁偏吹方向的判定
焊接具有磁性的管道焊口,将有较强的外磁场出现在电弧周围,即由焊口剩磁产生的磁场和电弧产生的磁场组成的复合磁场。该复合磁场的磁场强度超过一定数值后,将会破坏电弧的稳定性。这是因为带电粒子的运动使电弧具有导电性能,而复合磁场会对在其场强中带电粒子运动产生的洛仑兹力造成影响,进而影响电弧的稳定性。
由洛仑兹力的表达式可以推导出偏转角α的计算式[2]:

(1) 式中:B为磁感应强度,10-4 T;I为焊接电流,A;L为焊接电弧长度,cm;K为常数,对于钢的钨极氩弧焊,K=5。
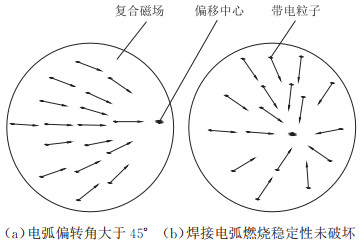
可见,有两种外力对电弧产生作用,一种是电弧中带电粒子在磁场中产生洛仑兹力的总和BLI,另一种是电磁场的收缩力,由流过电弧的电流自身产生,用I2表示。焊接电弧在复合磁场中的偏转角度由这两种外力共同决定。管道焊接处的剩磁磁通量B越大,BLI所表示的洛仑兹力越大。若复合磁场的洛伦兹力大于电磁场的收缩力,即BIL>I2,焊接电弧带电粒子的运动角度将发生偏转,在宏观上表现为电弧偏吹。如果电弧的偏转角度大于45(图 1a),在焊接过程中将出现严重的磁偏吹现象,这是因为剩磁磁场所产生的洛仑兹力,远远大于焊接电流自身的作用力[3]。反之,如果复合磁场的洛伦兹力小于电磁场的收缩力,即BLI < I2,两种外力的合力则主要作用于焊接电弧中的电荷,使电弧向空间的某一个偏离中心运动,则磁偏吹现象不明显(图 1b)。
以偏转角度45°为临界点确定管道在可施工范围内的最大剩磁感应强度Bmax[4]。对于长输管道,K值一般取2.5;焊接电流I一般为80~100 A,这里取80 A;电弧长度取0.2 cm。将相关参数代入式(1)可得:Bmax=0.07 I/L,通过计算可知,管道可施焊的最大剩磁感应强度Bmax=28×10-4 T(表 1)。
表 1 管道剩磁强度与可施焊条件
2. 管道直流消磁磁场的模拟
2.1 管道模型的建立[5]
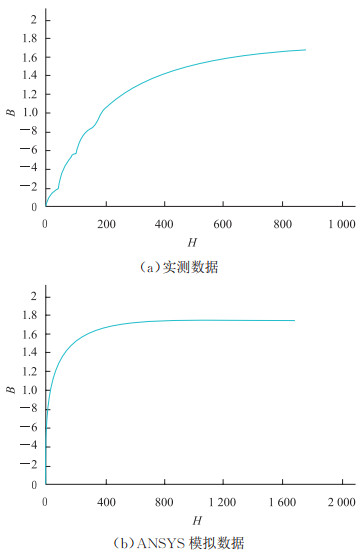
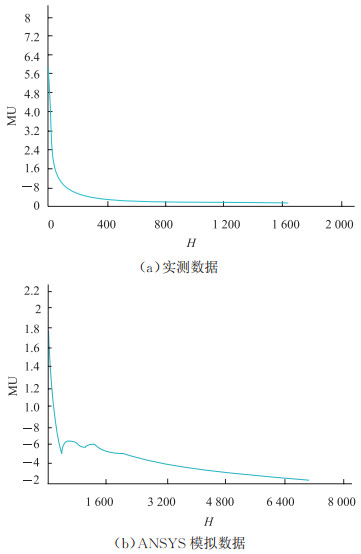
以东北管网16MnR管材为对象,由于16MnR管材的相对磁导率与磁场强度呈非线性关系,因此,在建立管道模型之前须对管道的B-H磁化曲线进行定义。利用J40示波器测量16MnR钢管的磁场强度B和磁通量H,并与ANSYS软件提供的B-H磁化曲线进行对比,ANSYS提供的磁通量极大值与实际情况基本一致,但磁通量在磁场强度小于4 000时存在明显误差(图 2)。同时,16MnR钢管的实测磁导率曲线与ANSYS软件提供的磁导率曲线存在较大差异(图 3)。因此,采用实测数据(图 2a、图 3a)作为模拟管道的基本数据。
2.2 直流消磁法模拟
ANSYS二维静态磁场模拟主要针对稳态电流、永外加电压、外加磁场、运动导体、永磁体以及外加磁场等激励下产生的静态磁场,只能模拟和计算各种非饱和的磁性材料,不能模拟涡流等由时间变化产生的效应。为了节省计算时间和简化分析过程,对模型进行简化使其成为二维轴对称图形,构建二维静态磁场[6]。由于远场的磁场强度微弱,对工件不构成影响,故不建立远空气场,只建立近空气场,并选用PLANE13作为其单元类型。对于管道和线圈,选用PLANE53作为其单元类型,该单元格的分析结果比PLANE13更加精确(表 2)。
表 2 二维静态磁场单元类型
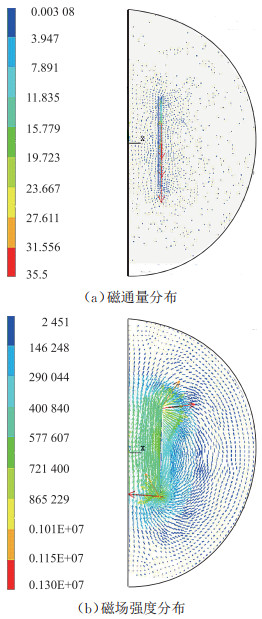
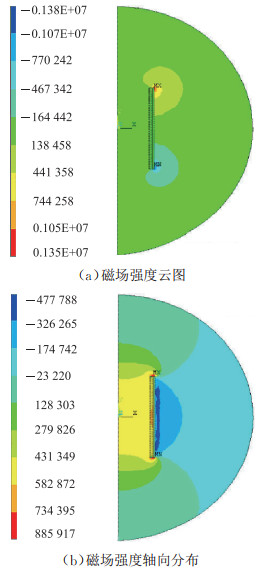
根据ANSYS模拟结果,磁场以通电螺线管轴线为对称轴呈对称分布,且线圈中心的磁场强度最弱(图 4a),距离线圈无限远处的磁场强度为0(图 4b)。
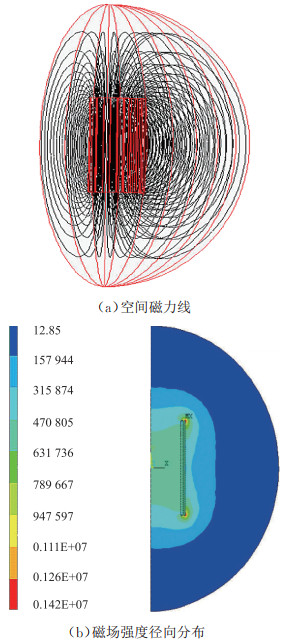
根据空间磁力线模拟结果(图 5a),线圈中心磁力线最稀疏,因此,不应将管道退磁部位放在线圈中心所在位置。沿径向两端管壁的磁场强度最大,无限远处的磁场强度为0,中间区域分布较均匀(图 5b)。
管道在消磁过程中,由于其末端的磁场强度最高(图 6a),因此,测量管道磁性时磁场强度应取最大值,避免消磁过量的现象发生。由于管道轴线上的磁场强度呈非线性减小(图 6b),因此线圈不宜过长,需控制在1 m以内。若管道磁性过强,可以采用多层缠绕法增强消磁磁场。
3. 直流消磁法的应用
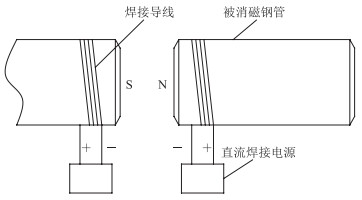
利用磁力计确定钢管切割处剩磁磁场的场强和磁力线方向;在磁性钢管上,将截面为35~50 mm的柔性焊接导线缠绕成单层线圈(图 7),并焊接导线连接到焊接变流器上,焊接变流器的数目一般为1~2个。通电的焊接导线在管道上形成一个外磁场,其磁力线方向与管道的磁场方向相反。在对管道实施消磁的过程中,电流控制在80~100 A,同时利用磁力计对管道的磁性部位进行周期性测量,并根据管道的剩磁结果改变电流的强度,当消磁过量时,改变电流的方向。管道消磁结束后,在1 min内逐渐将电流降至0,再切断电源,以达到平滑降低磁通量的目的。
综上所述,直流消磁法主要有两种基本形式:其一是通过改变直流电的方向和大小,对管道施加外磁场进行消磁,改变电流大小通过调压器或者多抽头变压器自动调压实现,改变电流方向通过时间继电器控制;这种形式要求退磁电流渐变且不断改变方向。其二是不改变直流电的大小和方向,而是使金属材料逐步远离退磁场;这种形式只改变了磁场场强的大小,没有改变场强的方向。由于直流消磁方法的电流方向不变换或者变换的频率较低,从而降低了趋附效应[7],因此可以消除金属材料内部的磁性。
-
[1] 姜运健, 冯砚厅. 带磁管道焊口的磁偏吹及其退磁焊接[J]. 焊接技术, 1992, 21(5): 20-24. https://www.cnki.com.cn/Article/CJFDTOTAL-HSJJ199205009.htm [2] 赵春旺, 王克勋, 刘前. 有限长螺线管磁场的数值计算与分析[J]. 工科物理, 1997(4): 14-17. https://www.cnki.com.cn/Article/CJFDTOTAL-GKWL704.004.htm [3] 徐明亮, 何辅云, 张勇, 等. 钢管整体关联消磁技术[J]. 合肥工业大学大学学报, 2002, 25(4): 528-530. https://www.cnki.com.cn/Article/CJFDTOTAL-HEFE200204011.htm [4] 何辅云, 苏占强, 张艳, 等. 铁磁材料的变频消磁技术[J]. 无损检测, 2005, 27(9): 427-474. https://www.cnki.com.cn/Article/CJFDTOTAL-WSJC200509006.htm [5] 秦宇. ANSYS 11.0基础与实例教程[M]. 1版. 北京: 化学工业出版社, 2009: 22-48. [6] 戴光, 孙传轩, 杨志军, 等. 管道外壁缺陷多磁化单元磁场数值模拟与参量分析[J]. 压力容器, 2008, 25(11): 24-29. https://www.cnki.com.cn/Article/CJFDTOTAL-YLRQ200811005.htm [7] 隋永莉, 杜则裕, 赵事, 等. 油气管道焊接过程中的磁偏吹[J]. 焊接技术, 2005, 34(4): 33-34. https://www.cnki.com.cn/Article/CJFDTOTAL-HSJJ200504013.htm
 下载:
下载:
计量
- 文章访问数:
- HTML全文浏览量: 0
- PDF下载量: